


MBR integrated sewage treatment equipment
Key words:
Biochemical treatment equipment
Flotation equipment
Classification:
MBR integrated sewage treatment equipment
Usage and introduction
Water shortage in today's world has become a harsh reality that mankind is facing together. With the advantages of science and technology, developed countries continue to increase the process of reclaimed water reuse and sewage resource reuse, which greatly alleviates the urgent need for water resources in economic and social development, and has become an effective way to solve the shortage of water resources. Membrane bioreactor (MBR) water treatment technology is an efficient biochemical water treatment technology combining biotechnology and membrane technology. Membrane bioreactor is an efficient sewage treatment technology combining membrane separation technology and traditional sludge method. Due to the filtration effect of membrane, organisms are completely trapped in the bioreactor, realizing the complete separation of hydraulic retention time and sludge age, and maintaining a high MLSS in the bioreactor. Strong nitrification capacity and high pollutant removal rate.
Application Features
Membrane bioreactor (MBR) is a new type of water treatment technology which combines high efficient membrane separation technology with activated sludge method. The application of hollow fiber membrane replaces the secondary settling tank in the activated sludge process to carry out solid-liquid separation, which effectively achieves the purpose of mud-water separation. The efficient interception of membrane is fully utilized, which can effectively intercept nitrifying bacteria and completely retain them in the bioreactor, ensuring the smooth progress of nitrification reaction, effectively removing ammonia nitrogen, avoiding the loss of sludge, and can intercept the macromolecular organic matter that is difficult to degrade for a while, prolonging its residence time in the reactor, make it to the maximum decomposition. After the application of MBR technology, the removal rate of main pollutants can reach: COD>93%,SS = 100%. The suspended solids and turbidity of the produced water are almost zero, and the treated water quality is good and stable, and can be directly reused, realizing the resource utilization of sewage.
Scope of application
Membrane bioreactors are widely used in living quarters, hotels, resorts, schools, office buildings and other scattered users of daily sewage treatment, reuse and organic sewage treatment in beer, tanning, food, chemical and other industries. The water produced by membrane bioreactors is often used for non-drinking functions such as irrigation, washing, and sanitation landscaping.
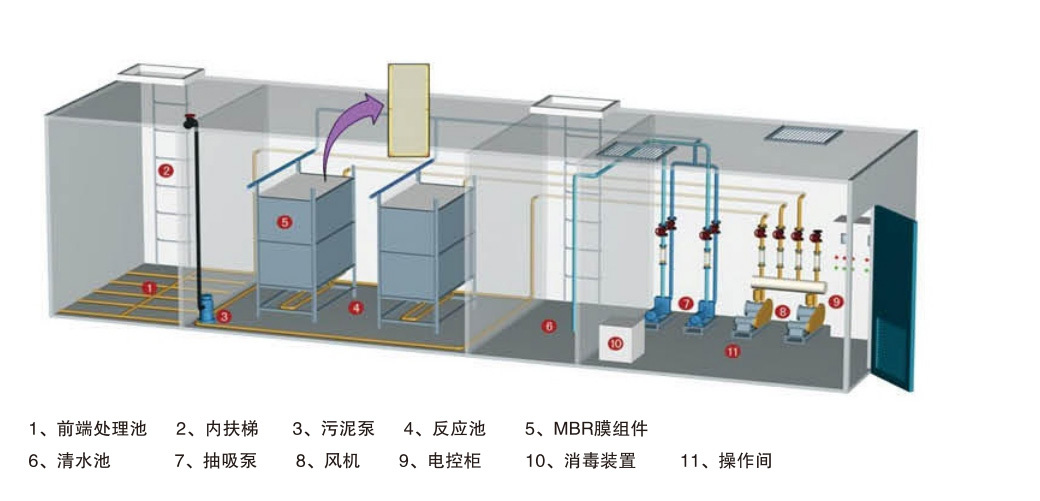
Process flow
Related Products

")





Get a Product Quote
Jingshan Haojie Intelligent Environmental Protection Machinery Technology Development Co., Ltd.
Contact: Mr. Dong+86-13928844138 +86-13774077867
E-mail:1017645596@qq.com
Address: Industrial Plant in the Western Half of Building E2, Intelligent Industrial Park, Jingshan Economic Development Zone, Jingmen City, Hubei Province
Official website:http://en.haojie668.com/
Focus on us

Sweep Code Add
Copyright©2024 Jingshan Haojie Intelligent Environmental Protection Machinery Technology Development Co., Ltd.